In-house R&D and Engineering
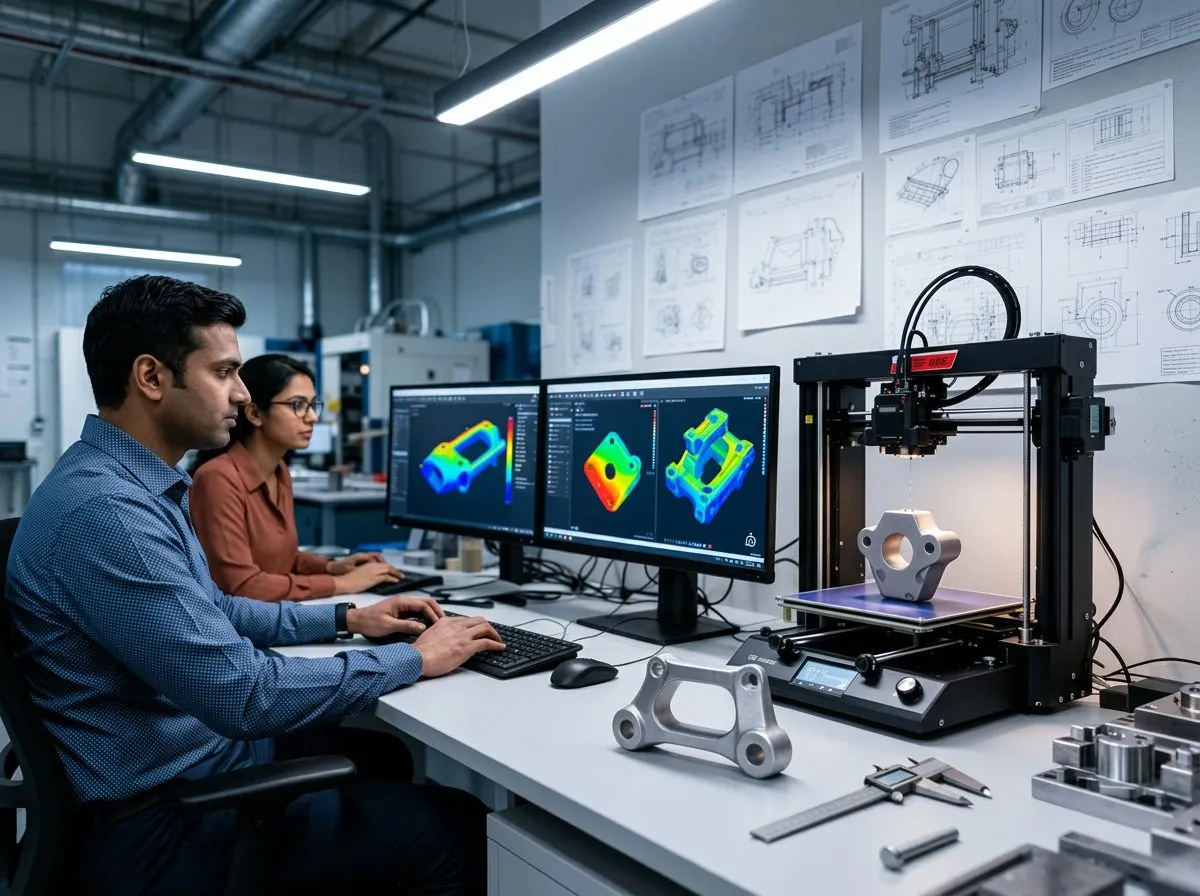
A dedicated R&D and design cell runs DFM reviews, 3D CAD, FEA simulation and rapid 3D-printed prototypes before a single die is cut. Customer drawings are re-engineered for manufacturability, and first-article samples move from concept to physical part in weeks, not quarters.
- Software
- SolidWorks, AutoCAD, FEA
- Prototyping
- FDM & SLA 3D printing in-house
- Output
- DFM reports, 2D/3D drawings, PPAP
Materials
- Customer drawings
- Reverse-engineered samples
- Concept sketches
Recommended for
- Drawing-to-part program management
- Design-for-manufacture optimization
- Functional prototypes before tooling commit
- Custom OEM development programs